冲压模具是金属成型工艺中的核心工具,通过压力机与模具的配合,将金属板材加工成特定形状的零部件。其应用覆盖汽车、电子、家电等多个领域,尤其在车身附件、结构件等批量生产中,模具的精度与效率直接影响产品质量与交付周期。本文以精密快速成型冲压模具技术为例,解析其技术原理与实际应用价值。
一、技术原理与核心组成
精密冲压模具通过多工序连续模设计,将翻边、弯曲、切边、压延、精整等工艺集成于同一模具中,实现单次冲压完成多步骤成型。其核心结构包括上模、下模、导柱导套、卸料装置及定位系统:上模安装于压力机滑块,下模固定于工作台,导柱导套确保上下模精准对位;卸料装置负责分离冲压件与模具,定位系统则控制材料送进精度。多工位精密冲裁技术通过优化冲头与凹模间隙(公差控制在0.1mm以内),减少材料变形与毛刺,提升成品一致性。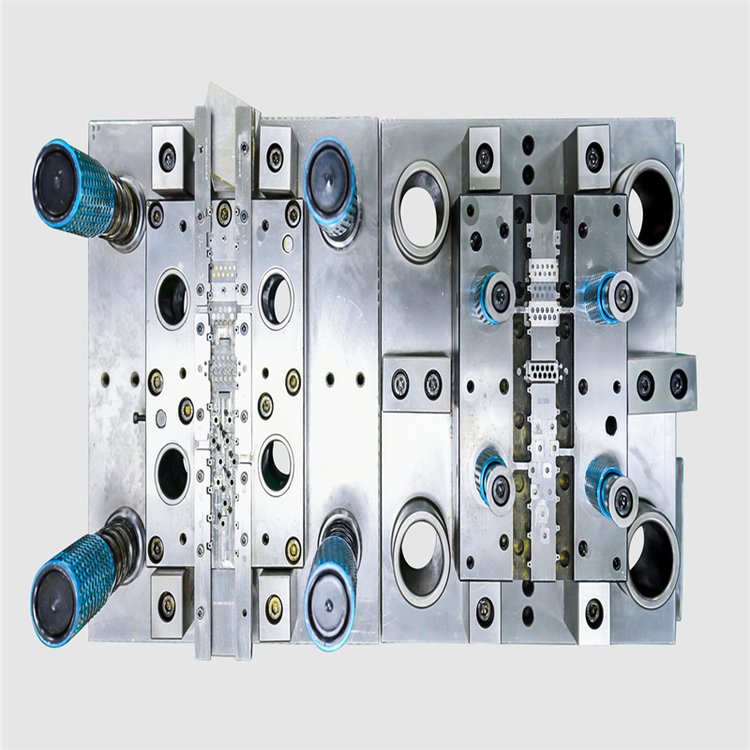
二、关键技术参数与工艺优势
该技术采用镀锡表面处理,增强模具耐腐蚀性与耐磨性,延长使用寿命;加工周期8-15天、打样周期4-7天,较传统模具缩短30%-50%。其优势体现在三方面:一是多工序集成减少设备切换与材料搬运,降低人工与时间成本;二是高精度公差控制(0.1mm)减少后续修整工序,提升良品率;三是模块化设计支持快速换型,适应小批量、多品种的柔性生产需求。例如,汽车五金冲压件生产中,该技术可同时完成结构件成型与孔位加工,避免二次定位误差。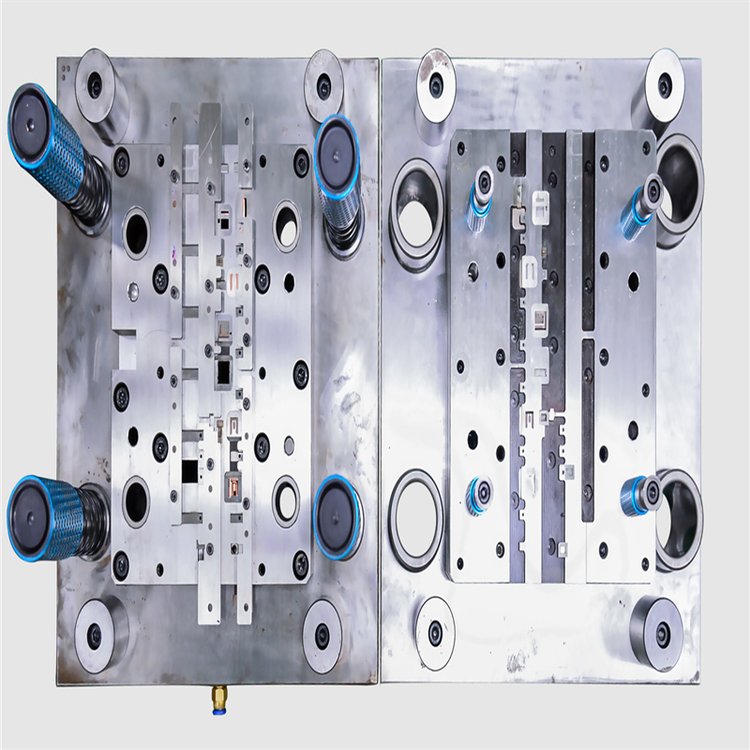
三、应用场景与操作规范
精密冲压模具广泛应用于汽车车身附件(如支架、盖板)、电子连接器、家电外壳等场景。操作时需遵循以下规范:首先,根据材料厚度(通常0.5-3mm)与硬度(如冷轧钢板、不锈钢)调整压力机参数,避免过载导致模具损坏;其次,定期检查导柱导套润滑状态,确保上下模运动顺畅;最后,每批次生产前进行首件检验,确认尺寸精度与表面质量符合标准。需注意的是,模具长期使用后,冲头与凹模磨损会导致公差偏移,需通过补焊或更换部件恢复精度。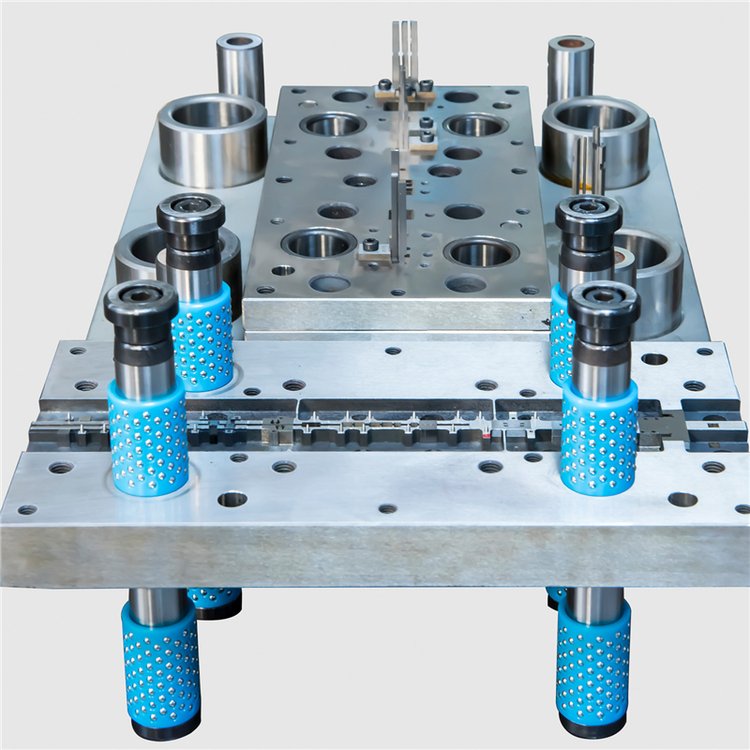
四、技术迭代与行业影响
传统冲压模具依赖单工序分步加工,存在效率低、误差累积等问题。精密快速成型技术通过多工序连续模与多工位冲裁的融合,实现了从“单点加工”到“流程集成”的升级。其缩短的交期(加工周期8-15天)帮助企业更快响应市场需求,尤其适合新能源汽车、智能硬件等迭代速度快的行业。此外,0.1mm公差控制与镀锡表面处理,也推动了冲压件向高精度、轻量化方向发展,为汽车轻量化、电子设备小型化提供了技术支撑。